Crescimento do e-commerce beneficia a indústria de papelão
Crescimento do e-commerce beneficia a indústria de papelão
A pandemia de covid-19, que colocou o mundo em alerta e, principalmente, todos isolados em casa, fez os consumidores adaptarem seus hábitos de consumo. Sem poder ir às compras, as pessoas simplesmente acionaram seus dispositivos eletrônicos – celulares, tablets e computadores – e experimentaram a compra pela internet.
De acordo com dados da Associação Brasileira de Comércio Eletrônico (ABComm), entre abril e setembro de 2020, o que engloba os segundo e terceiro trimestres do ano, 11,5 milhões de pessoas fizeram sua primeira compra online. Mais de 150 mil novas lojas online surgiram neste mesmo período.
Antes de março de 2020, as vendas pela internet representavam 5,8% do que era comercializado no varejo digital e fecharam o ano com crescimento de 68%, por conta do isolamento social e das mudanças da pandemia de covid-19. Em 2021 a projeção é que o e-commerce continue crescendo gradativamente e atinja 18%. A representatividade do Comércio Eletrônico no varejo brasileiro hoje atingiu o porcentual de 11%.
A pandemia fez 38% dos brasileiros comprarem, pela primeira vez, produtos de limpeza pela internet, segundo o site e-commerce Brasil. O e-commerce no Brasil, antes da pandemia, representava pouco mais de 5% das vendas totais do varejo. Depois, subiu para 12%.

Esses dados dão uma ideia da expansão e da importância do comércio eletrônico nos tempos difíceis que a humanidade ainda vai enfrentar até que todos possam ser vacinados. Assim, segundo a Ebit/Nielsen, as vendas do e-commerce no Brasil em 2021 devem crescer 26%, chegando a um faturamento de R$ 110 bilhões.
O assunto é particularmente importante para a Associação Brasileira de Embalagens em Papel (Empapel), porque a venda de papel e papelão ondulado para produção de embalagens de alimentos e bebidas, produtos farmacêuticos, de higiene e limpeza cresceu consideravelmente no período.
O comércio eletrônico exige que os produtos vendidos cheguem aos compradores embalados e a solução por embalagens em papel e papelão tem se mostrado mais eficiente, além de sustentável, já que o papel é reciclável e sua produção segue rigorosos padrões de sustentabilidade.
Outra questão é a proteção ao produto. As embalagens em papel e papelão ondulado oferecem segurança no transporte contra choques físicos, na condução até o destino final, seja a prateleira dos mercados, locais de armazenamento ou a casa dos consumidores.
Importante lembrar também o baixo custo. As embalagens podem ser moldadas em diversos formatos e o produto é leve, prático e demanda pouco espaço para acomodação, uma vez que é totalmente customizado.
A entrega de produtos por esse canal de vendas pode requerer ainda uma segunda embalagem. A primeira, do fabricante de embalagens para a indústria e a segunda, por meio do comércio eletrônico direto para a casa do consumidor.
Por conta disso, desde julho o setor registra recordes mensais há nove meses. Em março de 2021, últimos números levantados pela Empapel, via Fundação Getúlio Vargas (FGV), a expedição de caixas, acessórios e chapas de papelão ondulado teve aumento de 9,6%, em relação ao mesmo período em 2020, com um novo registro de recorde mensal. As projeções para o segundo trimestre de 2021 também são de crescimento.
A continuidade da pandemia no Brasil, pelo menos no primeiro semestre de 2021, indica que o quadro pode não mudar. Em meio a tantas notícias desafiadoras, a indústria brasileira está mostrando que consegue se adaptar e entregar ao consumidor uma ótima alternativa de consumo, com segurança, rapidez e sustentabilidade.
Fonte: economia.estadao.com.br
Como embalar, transportar e armazenar corretamente seus produtos frágeis?
Como embalar, transportar e armazenar corretamente seus produtos frágeis?
Quem trabalha numa fábrica e convive com a logística dos produtos sabe que todas as cargas precisam ser embaladas, armazenadas e transportadas com muito cuidado. Caso contrário, o prejuízo é certo.
Pensando em produtos mais frágeis, a atenção e os protocolos devem ser infinitamente maiores ou seus produtos podem quebrar e causar insatisfações ao cliente que espera pela encomenda e certamente vai querer outro novinho e sem danos.
Mas não se desespere que seguindo algumas recomendações é possível embalar e armazenar produtos frágeis com total segurança.
Tenha cuidado com a armazenagem
Planeje um local onde serão armazenados somente os produtos frágeis. Muitos misturam tudo e aí os problemas aparecem, principalmente no empilhamento.
É comum o colaborador empilhar os pacotes de maneira inadequada, danificando os produtos antes mesmo de eles saírem para o transporte. Se for preciso, o ideal é alugar um armazém com soluções logísticas desenvolvidas especialmente para evitar danos às cargas sensíveis.
Use embalagens e proteções adequadas
Parece óbvio, mas tem muito produto de qualidade com embalagem errada ou improvisada. Por isso, além de pensar no armazenamento, é fundamental ter uma embalagem com acessórios adequados, que servirão para proteger o produto dentro das caixas. Uma boa escolha nesse sentido diminui muito as chances de acidentes durante o armazenamento e transporte.
Outro ponto crucial é o tamanho da caixa. As embalagens devem ser condizentes com o volume do produto, para que ele não fique solto ou apertado lá dentro. A caixa deve ser pensada para cada produto, evitando improvisos na hora de empacotá-lo, colocando a integridade da mercadoria em risco.

Nesse contexto, as caixas de papelão ondulado apresentam ótimas soluções. Além de leves, oferecem um bom custo-benefício e protegem contra agentes externos variados, como luz e poeira. Se necessário, até podem ser acrescentadas camadas de material para construir caixas mais resistentes.
Além disso, elas são altamente personalizáveis, tanto no tamanho quanto no formato e acabamento. Permitem impressões publicitárias em boa qualidade para atrair a atenção dos consumidores ou demais conteúdos informativos pertinentes ao que está sendo armazenado.
E tem mais: há diversas opções de materiais para preencher os eventuais espaços vazios no interior da caixa de papelão: plástico bolha, almofadas de ar, divisórias, espaçadores ou cantoneiras. O importante é que os produtos fiquem no lugar e não sejam jogados de um lado para o outro pelos movimentos ocasionados durante o transporte.
Deixe explícitas as fragilidades
Precaução nunca é demais, portanto, não hesite em colocar indicações claras nas embalagens, informando que seus conteúdos são frágeis e devem ser manejados cuidadosamente.
Indique também se houver produtos pontiagudos ou afiados sendo transportados, já que eles podem romper a embalagem com mais facilidade e colocar a integridade física dos funcionários e consumidores em risco.
Lembre-se de que até os clientes podem se confundir e ser descuidadosos com a encomenda. Assim, a indicação de conteúdo frágil deve servir a todos os públicos que vão ter contato com o produto, desde quando ele sai do armazém até seu destino final.
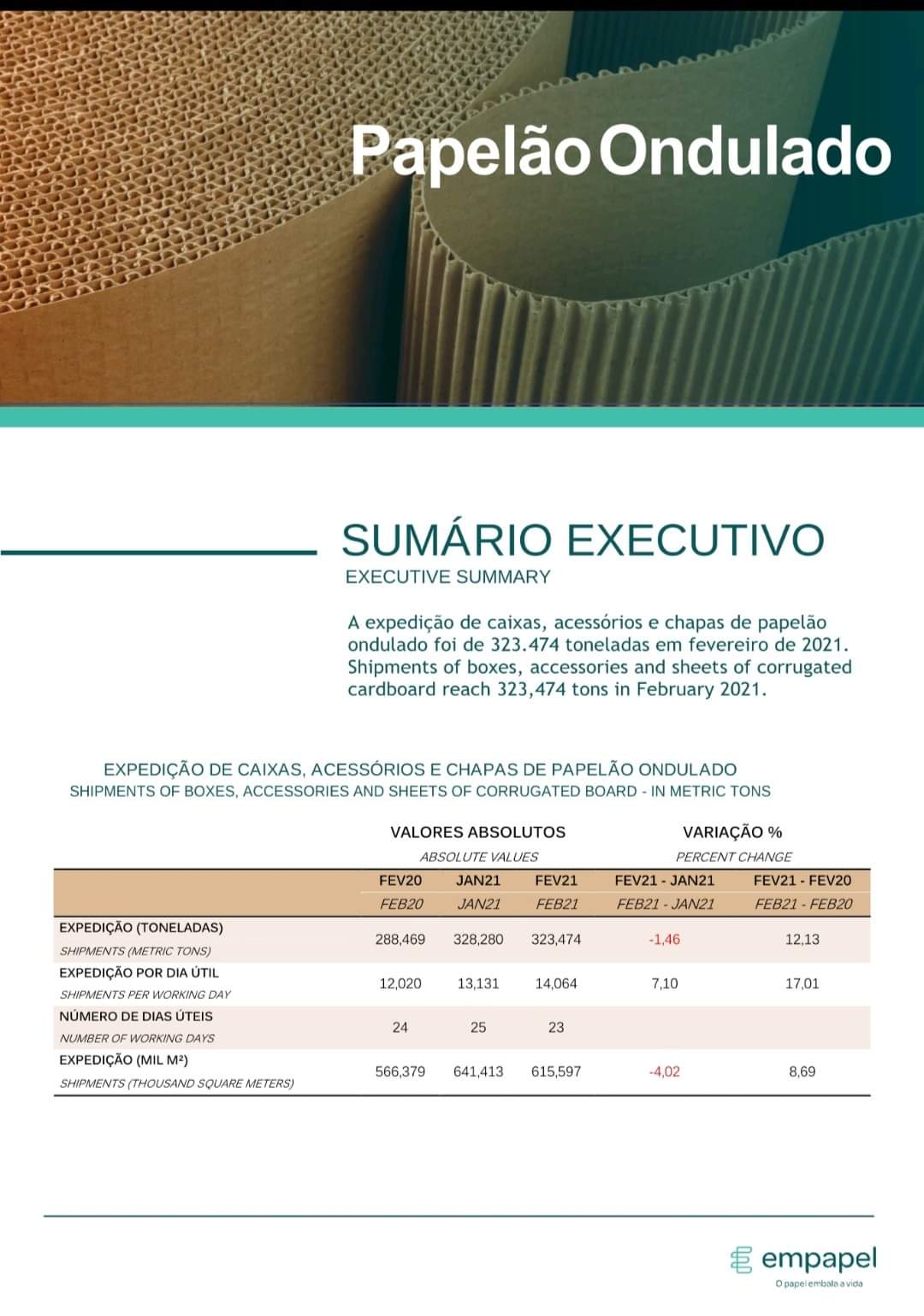
A expedição de caixas, acessórios e chapas de papelão ondulado superou 300 mil toneladas em fevereiro de 2021
A expedição de caixas, acessórios e chapas de papelão ondulado superou 300 mil toneladas em fevereiro de 2021
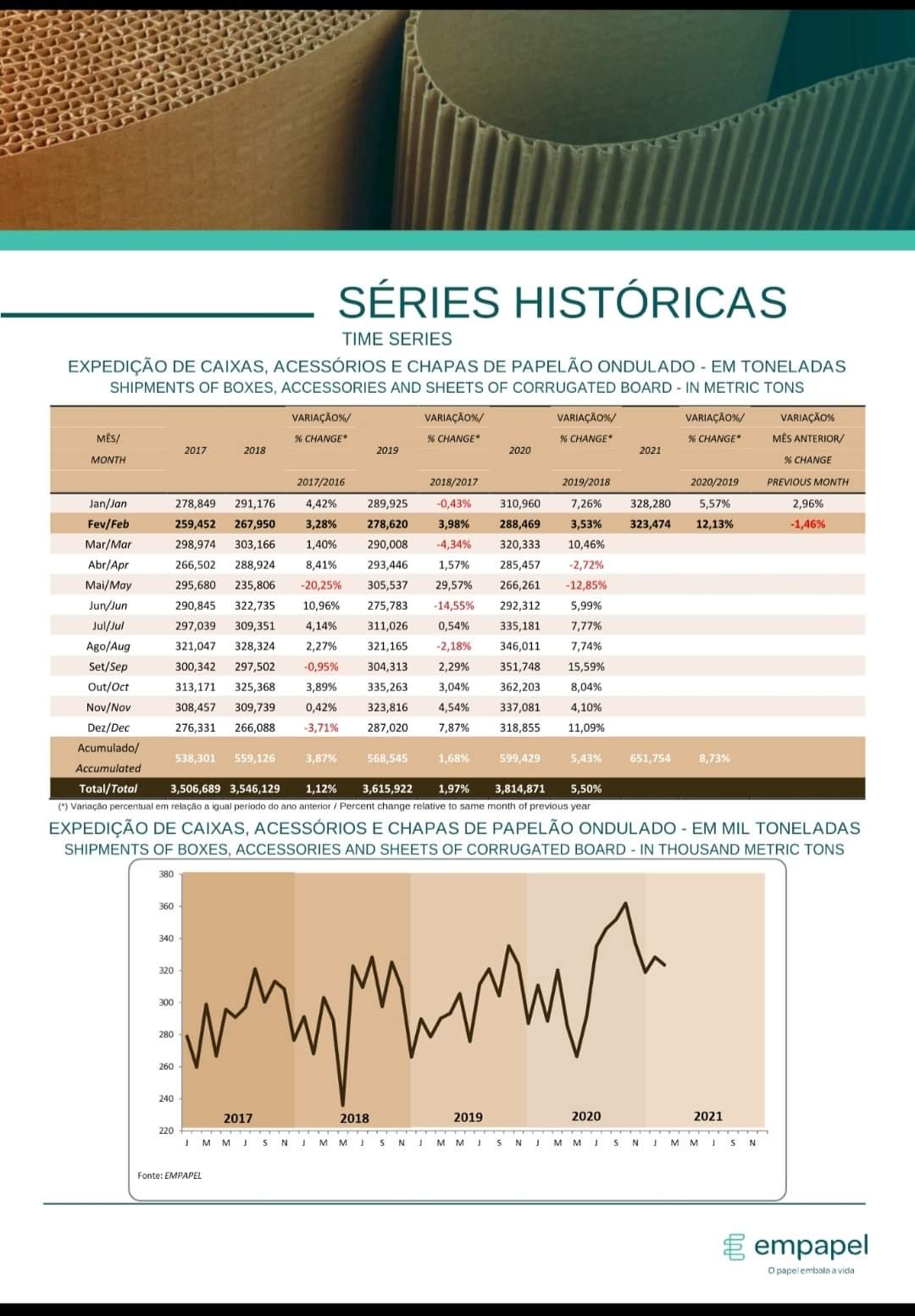
Pela oitava vez consecutiva, o volume de papelão ondulado expedido é recorde na comparação interanual. Em fevereiro de 2021, a expedição de caixas, acessórios e chapas de papelão ondulado totalizou 323.474 toneladas – um volume de 12,1% superior ao mesmo mês de 2020.
Os dados são da Associação Brasileira de Embalagens em Papel (Empapel), que complementa: na séria iniciada em 2005, esse é o maior volume expedido entre os meses de fevereiro e é a primeira vez que a expedição supera o nível de 300 mil toneladas entre os meses de fevereiro.
.
Fonte: empapel.org.br
A evolução das embalagens
DAS PELES DE ANIMAIS AO PAPEL: A EVOLUÇÃO DAS EMBALAGENS
A evolução das embalagens está intimamente ligada ao avanço das sociedades e à expansão da humanidade. Na pré-história, quando as sociedades se organizavam em pequenas tribos e a subsistência era o padrão, não havia necessidade de acondicionamento de alimentos para grandes períodos.
Com o passar do tempo, as atividades humanas se diversificaram, o comércio foi nascendo junto com a necessidade de preservar o que se iria vender – basicamente alimentos. As distâncias percorridas, cada vez maiores, trouxe a necessidade de uma forma de armazenagem e transporte seguro para os produtos.
Quando as primeiras embalagens de fibras vegetais surgiram, elas propiciaram que tribos nômades pudessem percorrer grandes distâncias com alimentos preservados. Com essa mobilidade humana, o comércio também se fortaleceu.

Porém, foi a Revolução Industrial, no período entre 1760 a 1840, que determinou a importância das embalagens como são hoje. Para se ter uma ideia, em 1815, Napoleão Bonaparte pretendia premiar quem apresentasse ideias eficientes para manter alimentos frescos durante longas viagens.
No século XX, acontece a solidificação da necessidade das embalagens. No século XXI, as preocupações com a sustentabilidade dos produtos entram em cena.
A Empapel trata essa questão como a sua principal: desenvolver a indústria de embalagens baseando-se na alternativa mais ecológica, reciclável e biodegradável que existe depois de milênios de avanços, o papel.
Fonte: empapel.org.br
Papelão é um dos materiais mais reciclados
[vc_row][vc_column width=”2/3″][vc_column_text]
Papelão é um dos materiais mais reciclados
O papel ondulado é usado basicamente em caixas de embalagens para transporte de produtos para fábricas, depósitos, escritórios e residências.
Segundo o portal Pensamento Verde, cerca de 80% das caixa de papelão podem ser reaproveitadas. A taxa de reciclagem do papelão no Brasil representa forte contribuição da indústria brasileira de papel ondulado ao meio ambiente, pois a maior parte da matéria-prima utilizada tem origem em processos de reciclagem.
O papelão ondulado é de fácil coleta e o processo de reciclagem é bem simples: as indústrias papeleiras recebem os materiais das cooperativas, depois o material é desagregado no hidrapulper, uma espécie de liquidificador gigante que separa as fibras. Em seguida, por meio de peneiras, retiram-se as impurezas, como fitas adesivas e metais.

No caso do papel ondulado, ao contrário do papel de escritório, não é preciso aplicar técnicas de limpeza fina. Com as fibras de melhor qualidade faz-se a capa de papel que é colocada na superfície externa da caixa de papelão. As de qualidade inferior são usadas na fabricação do forro, que reveste a parte interior. E as de pior qualidade servem para produzir o miolo ondulado.
No final de tudo, as embalagens são 100% recicláveis, biodegradáveis e causam baixo impacto ambiental em todos os estágios de seu ciclo de vida.
Há mais de cinco anos, a Madripel Embalagens desenvolve e produz caixas personalizadas de papelão ondulado, caixas tradicionais, caixa corte e vinco, caixas CKD/Exportação, papelão micro-ondulado, papel reciclado, kraft ou branco.
Para mais informações, fale com um representante Madripel Embalagens. Telefone: 11 4644-5276 – WhatsApp: 11 95000-5857 – E-mail: contato@madripel.com.br
[/vc_column_text][/vc_column][vc_column width=”1/3″][vc_widget_sidebar sidebar_id=”left_sidebar”][/vc_column][/vc_row]
Flexão do papelão ondulado
[vc_row][vc_column width=”2/3″][vc_column_text]
Flexão do papelão ondulado
Ao ser executado o ensaio de compressão da embalagem de papelão ondulado, observa-se um abaulamento dos painéis verticais (faces da caixa). Esse abaulamento pode ocorrer para dentro ou para fora. De qualquer forma, porém, quando ele atinge um certo “grau”, a caixa entra em colapso. Seria interessante conhecer essa relação entre o abaulamento crítico e a força exercida nesse momento, a qual determina a resistência máxima dos painéis ao colapso.
A altura da caixa tem influência nesse abaulamento. E existe estudo nesse sentido. É claro, porém, que a chapa de papelão ondulado, de acordo com sua classe, decorrente da resistência dos papéis (capas e miolo) e da combinação desses papéis nas estruturas de papelão ondulado que podem ser fabricadas, irá determinar diferentes resistências ao abaulamento em virtude de sua rigidez.

Feita a ressalva acima quanto à altura da caixa, o abaulamento tem relação com a rigidez da chapa de papelão. Para verificar a rigidez é necessário, na sua determinação que o corpo de prova sofra uma flexão controlada. Verificar a flexão e estudar um “método para especificá-la” pode ser uma referência importante para se chegar à compressão da embalagem que, em última análise, é a especificação mais importante e que é usada pelos projetistas para determinar a classe do papelão ondulado que vão determinar para especificar a embalagem.
Já há métodos para determinar a resistência à flexão. Uma fórmula que associasse o valor da flexão com a resistência à compressão da embalagem foi objeto de estudo do IPT (ver Manual Técnico – Embalagem e Acondicionamento para Transporte e Exportação). Os fabricantes de embalagens de papelão ondulado deveriam tomar conhecimento, ainda que não venham, em um curto prazo, a substituir o critério atual que utiliza a resistência de coluna, a espessura do papelão ondulado e o perímetro da caixa. Uma aparelhagem para medir a flexão também foi sugerida pelo IPT (ver Manual Técnico citado acima).
Um relacionamento entre as propriedades dos elementos (capas e miolo) do papelão ondulado deverá ser estabelecido para que se possa prever, baseado nas propriedades dos elementos usados nas estruturas do papelão ondulado, a expectativa da flexão que será alcançada na chapa de papelão ondulado.
Fonte: Artigo publicado no site da ASSOCIAÇÃO BRASILEIRA DO PAPELÃO ONDULADO (ABPO).
Para mais informações, fale com um representante Madripel Embalagens. Telefone: 11 4644-5276 – WhatsApp: 11 95000-5857 – E-mail: contato@madripel.com.br
[/vc_column_text][/vc_column][vc_column width=”1/3″][vc_widget_sidebar sidebar_id=”left_sidebar”][/vc_column][/vc_row]
O poder de absorção de água e o papelão ondulado
[vc_row][vc_column width=”2/3″][vc_column_text]
Absorção – Ensaio de Gota
O poder de absorção de água, que possui o papel “miolo” do papelão ondulado, se mede com uma gota de água que é depositada na superfície de uma amostra, e o tempo, em segundos, até a absorção total da gota pelo papel, é registrado como valor do ensaio.
O mesmo ensaio pode ser executado no papel/cartão usado para as capas nas estruturas fabricadas: face simples, parede simples e parede dupla. Aqui, porém, o interesse é fazer o ensaio sobre a face forro (tela) do papel/cartão, porque é a face que vai ser colada ao miolo.
“Água destilada é geralmente usada, mas a adição de 3% de soda cáustica, no caso do papelão ondulado, permite descrever melhor a absorção da água da cola de amido pelo cartão”, de acordo com a Finnish Corrugated Board Association: Product and Converting of Corrugated Board.

Quando se pensa em ensaio de absorção de água em papelão ondulado logo vem à mente o ensaio conhecido como absorção Cobb que, para as capas do papelão ondulado, é referência já bastante difundida e especificada. Usar esse ensaio para o miolo, porém, já não faz muito sentido.
Na embalagem de papelão ondulado são as capas que estão em contato com o ambiente externo e são elas que devem oferecer certa resistência à “penetração” da água presente no ambiente, isto é, as capas agem como uma barreira. Haverá, entretanto, absorção, e o equilíbrio com o meio ambiente acabará acontecendo.
Se as condições do ambiente forem extremamente úmidas, e as embalagens estiverem submetidas a elas durante longo período, um tratamento para abaixar a absorção Cobb se fará necessário. É o que acontece com aquelas embalagens para frutas, carnes e outros produtos que vão ser estocados em câmaras frigoríficas, por exemplo.
Assim, conhecer a capacidade de absorção pelo método Cobb faz bastante sentido para as capas; não faz sentido, porém, para o miolo. Quanto ao ensaio de gota, faz muito sentido para o miolo e deveria ser um ensaio de rotina para o fabricante de papelão ondulado. O ensaio, entretanto, não é muito conhecido, ou melhor, praticado. Não temos uma norma ABNT para o caso. Até termos uma norma ABNT, poderemos seguir a norma TAPPI 831 em sua apresentação mais recente, ou mesmo uma norma ISO que não deve apresentar grandes diferenças em relação à norma TAPPI.
Uma eficiente união entre capas e miolo, no papelão ondulado, é uma condição altamente necessária para garantir um bom desempenho da embalagem de papelão ondulado em ambientes normais ou em ambientes de alta umidade como já citamos anteriormente. (Aliás, nas situações de alta umidade até mesmo uma cola especial se faz necessário).
Ligar os valores de absorção da gota, no miolo, principalmente, e a velocidade operacional da onduladeira levará a uma especificação para a propriedade em discussão.
Fonte: Artigo publicado no site da ASSOCIAÇÃO BRASILEIRA DO PAPELÃO ONDULADO (ABPO).
Para mais informações, fale com um representante Madripel Embalagens. Telefone: 11 4644-5276 – WhatsApp: 11 95000-5857 – E-mail: contato@madripel.com.br
[/vc_column_text][/vc_column][vc_column width=”1/3″][vc_widget_sidebar sidebar_id=”left_sidebar”][/vc_column][/vc_row]
Lista de Checagem para o Desenvolvimento de Embalagem
[vc_row][vc_column width=”2/3″][vc_column_text]
Lista de Checagem para o Desenvolvimento de Embalagem
O projetista da embalagem de papelão ondulado precisa ter em mãos várias informações para que possa definir as especificações para a embalagem. Essas especificações dizem respeito a itens referentes à “qualidade” da estrutura do papelão ondulado, definidas como parede simples, parede dupla, parede tripla, combinações dos tipos de ondas e resistência de coluna, entre outras.
Mas no dia a dia o que acontece? O vendedor traz para o projetista as primeiras informações, às vezes, até mesmo traz uma indicação da resistência de coluna que ajudaria na definição do papelão ondulado e o tipo de onda da estrutura.
É comum o projetista receber do vendedor:
• uma amostra da caixa que o cliente usa; ou
• o produto a ser embalado; ou
• uma especificação quando o cliente já tem definida sua embalagem;
ou
• uma referência de um outro cliente, que usa uma embalagem
“idêntica”.
Se o vendedor traz uma caixa, o projetista vai verificar as dimensões, o papelão ondulado (parede simples ou parede dupla), tipo de onda e resistência de coluna; se o vendedor traz o produto (conteúdo), o projetista vai verificar certas características deste produto, como dimensões, fragilidade, possível participação na resistência da embalagem para definir as dimensões internas da embalagem, estilo da embalagem e a qualidade do papelão ondulado.

Temos ainda a seguinte situação: se o vendedor traz uma especificação definida, o projetista pode ter nela todas as informações necessárias; ou, se traz uma referência de embalagem idêntica, o projetista vai verificar se já fez estudos para uma tal embalagem.
Independente de todas essas possibilidades, se o vendedor traz preenchido, por meio de um “checklist”, todas aquelas informações que o projetista precisa para projetar a embalagem, esta é, enfim, uma condição bastante adequada para orientar o projeto da embalagem.
Todas essas considerações podem não ser suficientes, e o projetista poderá precisar ir até o cliente conhecer melhor as condições de manuseio e uso da embalagem pelo usuário. Trata-se de uma situação bastante comum, e o projetista tem oportunidade de, conhecendo melhor as condições do usuário, executar um projeto bem elaborado e que vai, sem dúvida, corresponder às expectativas quanto ao desempenho da embalagem.
A Associação Brasileira do Papelão Ondulado (ABPO) emitiu uma Nota Técnica (GT-1/07) aportuguesando o nome “Checklist” para “Lista de Checagem para o Desenvolvimento de Embalagem”. Nessa lista, são relacionados vários itens ou informações que permitem ao projetista executar o estudo e a especificação da embalagem de papelão ondulado a ser fabricada.
Trata-se de uma “ferramenta” auxiliar importante para definir as especificações e é uma informação que o vendedor deve trazer preenchida já naquele primeiro contato que ele, vendedor, tem com o seu cliente.
Possivelmente, algum (ou alguns) fabricante não tenha conhecimento da Nota Técnica citada. Portanto, a ABPO está à disposição para fornecer tal documento, que é muito válido conhecer para realizar um trabalho cada vez melhor na sua empresa.
Fonte: Artigo publicado no site da ASSOCIAÇÃO BRASILEIRA DO PAPELÃO ONDULADO (ABPO).
Para mais informações, fale com um representante Madripel Embalagens. Telefone: 11 4644-5276 – WhatsApp: 11 95000-5857 – E-mail: contato@madripel.com.br
[/vc_column_text][/vc_column][vc_column width=”1/3″][vc_widget_sidebar sidebar_id=”left_sidebar”][/vc_column][/vc_row]
A importância de uma embalagem personalizada
A importância de uma embalagem personalizada
Por Marcelo Andrade
Você certamente já ouviu esta frase: a primeira impressão é a que fica! Muitas vezes (você certamente conhece alguma empresa ou produto assim), determinada empresa tem um excelente produto e público-alvo, mas a embalagem é improvisada, “sem vida”, afetando diretamente a percepção do cliente sobre o produto e isso se torna mais um obstáculo para fechar a venda (até mais difíceis em épocas de crise política/econômica).
Por isso, dedicar um tempo, recursos e investir em uma embalagem personalizada, única, com qualidade de impressão e ótimo acabamento é fundamental para impactar, se destacar e conquistar novos clientes. Pense nisso e acredite: a primeira impressão é a que fica!

A Madripel Embalagens desenvolve e produz caixas personalizadas de papelão ondulado e demais soluções em papelão micro-ondulado, onda B e C (duplex), onda BC (tripex), papel reciclado, kraft ou branco.
Produzimos de acordo com o perfil e a fragilidade de cada produto embalado. Desta forma, cada caixa de papelão ondulado tem uma identidade e aplicação específica, desde sua resistência ao empilhamento, a baixa absorção de umidade e a qualidade de impressão.
Para mais informações, fale com um representante Madripel Embalagens. Telefone: 11 4644-5276 – WhatsApp: 11 95000-5857 – E-mail: contato@madripel.com.br
Classificação dos Níveis de especificação do papelão
[vc_row][vc_column width=”2/3″][vc_column_text]
Classificação dos Níveis de especificação do papelão
Papelão Ondulado é definido como uma estrutura formada por um ou mais elementos ondulados (miolo(s)) fixados a um ou mais elementos planos (capa(s)) por meio de adesivo aplicado no topo das ondas.
 As propriedades do material são expressas em termos de Resistência à Compressão de Coluna, Espessura, Resistência ao Esmagamento, Resistência ao Arrebentamento, Absorção de Água e outras.
As propriedades do material são expressas em termos de Resistência à Compressão de Coluna, Espessura, Resistência ao Esmagamento, Resistência ao Arrebentamento, Absorção de Água e outras.
Eleger um número reduzido de propriedades que possam atender às necessidades e compor uma Tabela de Especificações é um objetivo importante e necessário, pois facilita o relacionamento entre usuários e fornecedores.
Com este objetivo em mente o GT-1 – Normas Técnicas, da ABPO, decidiu simplificar a Classificação dos Níveis de Especificação do Papelão Ondulado eliminando, da Classificação anterior, as classes referentes à Resistência ao Arrebentamento, parâmetro este cuja influência no desempenho da embalagem tem sido considerado de pouca relevância.
Alguns usuários, entretanto, ainda mantêm a indicação da Resistência ao Arrebentamento em suas especificações. Ao atendê-los o fornecedor estará criando uma exceção desvinculada da recomendação da ABPO caracterizando, porém, uma situação de acordo bilateral.
Assim, ênfase foi dada à Resistência à Compressão de Coluna por ser o parâmetro que melhor representa a qualidade da chapa de papelão ondulado. Os usuários já estão bastante familiarizados e já calculam a resistência à compressão de suas embalagens considerando este parâmetro como o mais importante.
No item 5 desta classificação incluímos a indicação das espessuras mínimas das estruturas normalmente fabricadas para facilitar os cálculos.
1. Recomendar os níveis de especificação e procedimento para a impressão de um selo que represente uma certificação da qualidade da chapa de papelão ondulado utilizada na fabricação da embalagem.
2. Selo: Constarão no selo as seguintes informações:
. Nome (Razão Social) do fabricante;
. Cidade – Estado – País;
. Tipo da Estrutura (Parede Simples ou Parede Dupla);
. Nível (Indicação da referência conforme tabela);
. Classe – S ou D;
. Coluna (conforme tabela)
2.1. Garantia de Valores – O fabricante é responsável pela garantia das informações contidas no Selo de Certificação.
3. Ensaios Físicos: Os ensaios para determinar a Resistência à Compressão de Coluna devem seguir os procedimentos expressos na Norma ABNT – 6737 – Papelão Ondulado – Determinação da Resistência à Compressão de Coluna.
4. Valores Especificados: Os valores indicados na tabela correspondem à média de 10 (dez) ensaios, sendo
que até 3 (três) desses resultados podem estar abaixo da média e esta deve ser igual ou superior ao
valor especificado.
 5. Espessura: Os fabricantes de chapas de papelão ondulado têm definidas as espessuras das estruturas que fabricam em termos de valores mínimos.
5. Espessura: Os fabricantes de chapas de papelão ondulado têm definidas as espessuras das estruturas que fabricam em termos de valores mínimos.
Esses valores mínimos são os que constam na tabela ao lado.
6. Modelo do Selo – Certificado de Qualidade (tamanhos recomendados: diâmetros 50 ou 75mm):
Exemplos:

Fonte: Artigo publicado no site da ASSOCIAÇÃO BRASILEIRA DO PAPELÃO ONDULADO (ABPO).
Para mais informações, fale com um representante Madripel Embalagens. Telefone: 11 4644-5276 – WhatsApp: 11 95000-5857 – E-mail: contato@madripel.com.br
[/vc_column_text][/vc_column][vc_column width=”1/3″][vc_widget_sidebar sidebar_id=”left_sidebar”][/vc_column][/vc_row]